High-precision injection solutions optimized for clinical applications, smart syringe pump integrations, and large-scale immunization campaigns.







In modern medical diagnostics, intensive care, and biopharmaceutical manufacturing, fluid management is no longer defined by simple displacement mechanics. The modern medical ecosystem demands extreme precision, automated operations, and complete traceability. The rapid adoption of microfluidics, targeted drug delivery, and automated syringe pumps has propelled the manufacturing standards of both hardware infrastructure and sterile consumables into a new era of strict regulation.
As clinical applications grow increasingly sensitive to variables like bolus accuracy, mechanical compliance, and extraction tolerances, the synergy between syringe pump hardware and consumable syringe designs has become critical. A premium syringe pump requires highly predictable consumable mechanics—uniform barrel diameters, ultra-smooth plunger movements, minimal dead-space volumes, and reliable luer-lock integrity. Any minor manufacturing variance in a disposable syringe's internal diameter can lead to catastrophic delivery rate deviations in automated systems, underscoring the vital need for tightly integrated production standards.
Automated syringe pumps operate under micro-stepper motor control, driving the syringe plunger at controlled speeds to deliver nanoliters to milliliters per hour. High mechanical consistency in the matching syringe barrel is paramount. As a top China syringe pump technology innovator and medical consumables powerhouse, Hangzhou JZCare Medical Co., Ltd. bridge-connects high-precision manufacturing with advanced fluidic interfaces:
Established in 2011 and based in Hangzhou, China, Hangzhou JZCare Medical Co., Ltd. has established itself as an authoritative global manufacturer of high-tier medical consumables, sterile injection systems, and related medical diagnostic and filling equipment interfaces.
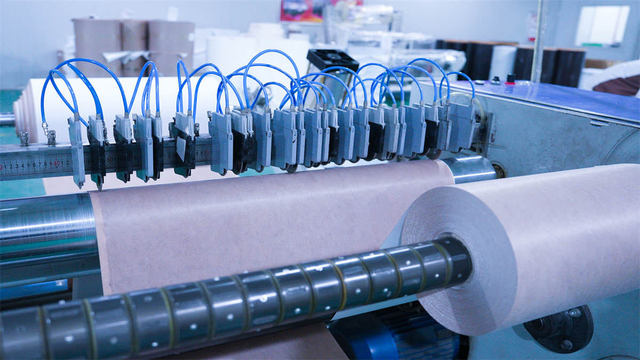
By maintaining modern facility lines spanning 26,000 square meters and employing over 300 highly trained technicians, engineers, and clinical experts, JZCare produces up to 1.5 billion sterile syringe and healthcare consumable units annually. Operating strictly under modern cleanroom standards, JZCare controls every step of production—from advanced high-speed hot-runner injection molding to fully automated assembly, electronic packaging, and ethylene oxide (EO) sterilization validation.









Global healthcare systems require highly integrated workflows that bridge primary injection packaging and secondary automated delivery systems. The clinical landscape relies heavily on two parallel ecosystems:
Providing custom, high-tolerance plastic plungers, non-corrosive barrels, and low-friction gaskets engineered specifically for advanced, programmable syringe pumps. This delivers highly uniform, long-term infusion curves in critical neonatal and oncology applications.
Collaborating on high-speed automated prefilled syringe filling systems, including modular nested cleanroom units, vacuum stoppering mechanisms, and laser-guided visual inspection arrays to achieve complete sterility and high throughput.
Supplying WHO-compliant, sterile auto-disable syringes to reduce cross-contamination and guarantee patient safety during global mass vaccination campaigns. Built with high mechanical strength to prevent reuse under any pressure.
By integrating engineering capabilities from advanced partner networks, JZCare supplies not only basic sterile injection devices, but also fully automated Prefilled Syringe (PFS) filling and sealing systems. This allows biotech companies to scale up fill-finish workflows from standard R&D nests to highly rapid pharmaceutical cartridge lines without experiencing dynamic microfluidic shearing or loss of integrity.
We build international credibility through strict regulatory compliance, detailed documentation, and rigorous validation protocols:
The future of healthcare technology centers on integration and environmental responsibility. We actively invest in next-generation material science and smart mechanical interfaces to drive sustainable global growth:
Our R&D team is engineering high-purity medical PLA and bio-sourced polypropylenes. These materials reduce the carbon footprint of medical waste incineration while maintaining identical chemical inertness and structural resilience.
Embedding miniature RFID micro-tags into clinical syringes. This allows smart infusion systems and automated syringe pumps to automatically recognize fill volume, dynamic drag profiles, drug type, and product expiration dates, virtually eliminating clinical administration errors.
Developing micro-nozzle tips and micro-channel plungers to support the administration of modern biological formulations. This technology prevents high mechanical shear-stress on complex protein structures and fragile gene therapy molecules during infusion.
Discover our comprehensive range of high-accuracy automated filling machinery, safety syringes, and digital imaging solutions.








Answers to critical questions regarding engineering parameters, material certifications, and OEM/ODM integrations.